. v6 t; V' _0 b; a, l V
今天和大家聊一聊关于加工中心刀柄的知识。如今数控机床在工厂里得到了广泛的应用,这些机床和使用的工具来自世界各地,有着不同的型号和标准。你知道加工中心BT刀柄中的7:24是什么意思吗?你又知道BT、NT、JT、IT、CAT是什么标准吗?
' n2 d" e }' _/ | 刀柄是机床和刀具的连接体,刀柄是影响同心度和动平衡一个关键环节,千万不能将它当成一般的部件来看待。同心度可以决定刀具在旋转一周的情况下各切刃部分的切削量是否均匀;在主轴旋转时动不平衡将产生周期性的震动。
9 N, t: y7 @3 K, _3 \. K. `

5 ~* Y/ U6 S) g* n9 G" R
1
- S- }, R2 b- T, B" g9 s! w3 i
根据主轴锥孔分两大类
: I" \4 ]7 T: h3 }7 N4 o: f 按加工中心主轴装刀孔的锥度通常分为两大类:
# S5 Z' b* P( j& ], }! [8 ?
锥度为7: 24的SK通用刀柄
! I/ o( D5 e( R2 G4 q, b& E 锥度为1: 10的HSK真空刀柄
- a! g% C7 G$ Y, `5 i) F) P
▌ 锥度为7: 24的SK通用刀柄
& g7 v7 L1 F0 m1 e ?0 e
7:24指的是刀柄锥度为7:24,为单独的锥面定位,锥柄较长。锥体表面同时要起两个重要作用,即刀柄相对于主轴的精确定位以及实现刀柄夹紧。
9 Z& { a, u/ V9 N 
1 d; W& u5 L. B. |
优点:不自锁,可以实现快速装卸刀具;制造刀柄只要将锥角加工到高精度即可保证连接的精度,所以刀柄成本相对较低。
: ] N0 e& J2 W- j 缺点:在高速旋转时主轴前端锥孔会发生膨胀,膨胀量的大小随着旋转半径与转速的增大而增大,锥度连接刚度会降低,在拉杆拉力的作用下,刀柄的轴向位移也会发生改变。每次换刀后刀柄的径向尺寸都会发生改变,存在着重复定位精度不稳定的问题。
, h3 i% b5 i5 @0 R+ _ 锥度为7:24的通用刀柄通常有五种标准和规格:
( y9 W, H% |. a. O4 v2 d
1. 国际标准 IS0 7388/1 (简称IV或IT)
0 u0 f) {9 r8 X) T6 ?4 b, h 2. 日本标准 MAS BT(简称BT)
* m1 g( T: z' X0 J; y
3. 德国标准 DIN 2080型(简称 NT或ST)
. r! U; b" `! A/ c 4. 美国标准 ANSI/ASME(简称CAT)
7 B7 ]- Q1 M. N2 @# l* N3 _
5. DIN 69871 型(简称JT、DIN、DAT或者DV)
& a6 N* c& `% W6 s/ x8 O9 R# } 拉紧方式:
; p. ^, s, Z( _1 o5 R4 w NT型刀柄是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
6 \- ]% J% n( {$ {4 T0 K; W) m: o* b6 y 通用性:
1 \0 [9 z F+ d3 f 1)目前国内使用最多的是DIN 69871型(即JT)和日本MAS BT 型两种刀柄;
; x7 ~' a9 j. ~% s2 N 2)DIN 69871型的刀柄还可以安装在ANSI/ASME主轴锥孔的机床上;
* A9 L6 L: d# l 3)国际标准IS0 7388/1型的刀柄还可以安装在DIN 69871型、ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
5 O/ {7 ]! W2 L. U: G& p
▌ 锥度为1: 10的HSK真空刀柄
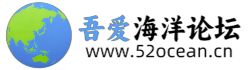
. K1 a) O/ p* l HSK真空刀柄靠刀柄的弹性变形,不但刀柄的1:10锥面与机床主轴孔的1:10锥面接触,而且使刀柄的法兰盘面与主轴面也紧密接触,这种双面接触系统在高速加工、连接刚性和重合精度上均优于7:24的通用刀柄。
" v4 M9 V6 j( p" g1 {3 _/ R 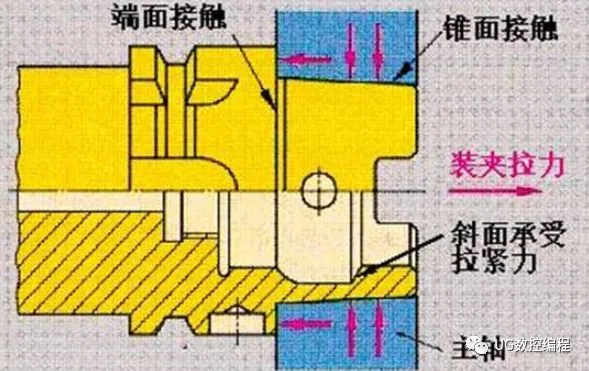
! c$ _$ |, J. O" I. f8 q 
* ^9 b" I! V3 j9 e HSK真空刀柄能够提高系统的刚性和稳定性以及在高速加工时的产品精度,并缩短刀具更换的时间,在高速加工中发挥很重要的作用,其适应机床主轴转速达到60,000转/分。HSK工具系统正在被广泛用于航空航天、汽车、精密模具等制造工业之中。
& t. P7 w1 v% y6 G" ?5 Q& e HSK刀柄有A型、B型、C型、D型、E型、F型等多种规格,其中常用于加工中心(自动换刀)上的有A型、E型和F型。
( Q9 q/ A' {( ?2 o5 Y2 j
A型和E型的最大区别:
( y& A3 D: V8 J: V. z; I2 c" z" K 1. A型有传动槽而E型没有。所以相对来说A型传递扭矩较大,相对可进行一些重切削。而E型传递的扭矩就比较小,只能进行一些轻切削。
/ u. { ]: b0 w/ R/ H3 Y 2. A型刀柄上除有传动槽之外,还有手动固定孔、方向槽等,所以相对来说平衡性较差。而E型没有,所以E型更适合于高速加工。E型和F型的机构完全一致,它们的区别在于:同样称呼的E型和F型刀柄(比如E63和F63),F型刀柄的锥部要小一号。也就是说E63和F63的法兰直径都是φ63,但F63的锥部尺寸只和E50的尺寸一样。所以和E63相比, F63的转速会更快(主轴轴承小)。
: h+ e: ?7 B: u2 U- M& S& m% c0 I9 I
2
/ J0 R" X6 H! y0 A) {6 [' P$ F A: q$ I 刀柄的装刀形式
1 K/ y# P8 x3 @0 d! g! w! w/ r
▌ 弹簧夹头刀柄
5 T5 f% H! B/ A! ?8 y& u 主要用于钻头、铣刀、丝锥等直柄刀具及工具的装夹,卡簧弹性变形量1mm,夹持范围在直径 0.5~32mm。
6 P1 c* a7 `+ P, h4 ]# b/ {( F 
; p) f r$ }, c3 F9 }% C ▌ 液压夹头
1 o! D5 i- \8 w) ]5 u p& Z4 l& E A- 锁紧螺钉,使用内六角扳手将锁紧螺钉拧紧;
7 l8 v" B7 d/ l5 F+ R" K; X$ @
B- 锁紧活塞,将液压媒质压入膨胀室;
^8 H) g, }5 y0 Q/ o$ d
C- 膨胀室,受液体挤压产生压力;
& X+ w' ?/ H* w8 g9 }1 l D- 薄膨胀衬套,在锁紧过程中使刀具装夹杆中心定位并均匀包络。
/ j+ Y) m# t/ x( b7 J8 E
E- 特殊密封件,确保理想的密封和长的使用寿命。
: L3 {, u) M( f/ L8 k 
6 S% f, v/ ^/ @" a1 I3 Q6 Y. l ▌ 加热刀柄
) J- \ j+ ?% A x
应用感应加热技术加热刀柄上刀具装夹部位,使它的直径会膨胀,再将冷的刀杆放入热的刀柄。加热刀柄夹紧力大,动平衡好,适合于高速加工。重复定位精度高,一般在2μm以内,径向跳动在5μm以内;抗污能力好,在加工中防干涉能力好。但是,每种规格刀柄只适安装一种柄径的刀具,需配置一套加热设备。
- a6 o" Y* y4 H0 F, S
热缩型刀柄装夹原理:
' i1 M8 t2 b2 d9 Z* U

" z4 p6 M w+ M 
9 Q4 O6 o* ?! a 刀柄全面评估比对:
& C. o! W7 N6 j5 ~3 |, u: Z t- S& j0 Q

% b: y% w2 D* G* }$ ?( I- F, s ▌ 其他型式刀柄
( l2 o t* |. ?. Y1 }* O1 d1 X 
" a* B& `+ v# C) j# V% P/ X