" g9 k3 G! O& l& j. o

/ g5 u3 A* w) j0 O. [
一、机床刀具大致分类
2 X- j3 T: m$ B! D0 Y
刀具常按加工方式和具体用途,分为车刀、孔加工刀具、铣刀、拉刀、螺纹刀具、齿轮刀具、自动线及数控机床刀具和铰刀等几大类型。
4 R$ q5 Z5 x* ]! x
刀具还可以按其它方式进行分类,
3 o9 i4 H: j! K$ j 如按所用材料分为高速钢刀具、硬质合金刀具、陶瓷刀具、立方氮化硼(CBN)刀具和金刚石刀具等;
. J6 y1 j7 \+ w, X3 V% E7 [: h6 x 按结构分为整体刀具、镶片刀具、机夹刀具和复合刀具等;
/ @- R% Y! I0 A! ]; a [ 按是否标准化分为标准刀具和非标准刀具等。
( h. [% U; c) q% }3 |6 x& A7 {9 \
3 E6 `. h7 \0 a- ^/ ~: A 二、常用刀具简介
; C% b4 o9 J- g& ^3 p* p# X j* N 1、车刀
' I$ v; E! Y6 u
车刀是金属切削不使用签名加工中应用最广的一种刀具。它可以在车床上加工外圆、端平面、螺纹、内孔,也可用于切槽和切断等。车刀在结构上可分为整体车刀、焊接装配式车刀和机械夹固刀片的车刀。机械夹固刀片的车刀又可分为机床车刀和可转位车刀。机械夹固车刀的切削性能稳定,工人不必磨刀,所以在现代生产中应用越来越多。
- ?6 z( |; y9 G6 ? 2、孔加工刀具
+ J5 u0 s5 z7 d9 x
孔加工刀具一般可分为两大类:
4 c% A! M" `( M9 @' F+ r
一类是从实体材料上加工出孔的刀具,常用的有麻花钻、中心钻和深孔钻等;
0 k( [4 t8 c' R) H& }
另一类是对工件上已有孔进行再加工的刀具,常用的有扩孔钻、铰刀及镗刀等。
" K+ T9 U+ q1 Q( V8 w. {9 M o 3、铣刀
f1 T, ~4 v+ b# K1 l. d k- A 铣刀是一种应用广泛的多刃回转刀具,其种类很多。按用途分有:
% s! C! G: w2 J1 H3 Y 1)加工平面用的,如圆柱平面铣刀、端铣刀等;
& L: I G6 [5 {6 ?* u: s, ]5 u- ?
2)加工沟槽用的,如立铣刀、T形刀和角度铣刀等;
5 j* E' y4 v( i$ c
3)加工成形表面用的,如凸半圆和凹半圆铣刀和加工其它复杂成形表面用的铣刀。铣削的生产率一般较高,加工表面粗糙度值较大。
5 F/ l0 P& p: o# H! {0 r p 4、拉刀
8 \ |) i- v2 |; S 拉刀是一种加工精度和切削效率都比较高的多齿刀具,广泛应用于大批量生产中,可加工各种内、外表面。拉刀按所加工工件表面的不同,可分为各种内拉刀和外拉刀两类。使用拉刀加工时,除了要根据工件材料选择刀齿的前角、后角,根据工件加工表面的尺寸(如圆孔直径)确定拉刀尺寸外,还需要确定两个参数:
: k8 N! \( a- g0 A
(1)齿升角af[即前后两刀齿(或齿组)的半径或高度之差];
3 d. \0 W+ O A* R4 X& r, X
(2)齿距p[即相邻两刀齿之间的轴向距离]。
3 z- _8 L7 H1 v" J1 {& `/ R( n
5、螺纹刀具
( k% v2 B& i6 L% a) x 螺纹可用切削法和滚压法进行加工。
4 ?7 L V, _: I2 R) M# j U" V1 o
6、齿轮刀具
: a, x" q3 D& `1 e# b
齿轮刀具是用于加工齿轮齿形的刀具。按刀具的工作原理,齿轮分为成形齿轮刀具和展成齿轮刀具。常用的成形齿轮刀具有盘形齿轮铣刀和指形齿轮刀具等。常用的展成齿轮刀具有插齿刀、齿轮滚刀和剃齿刀等。选用齿轮滚刀和插齿刀时,应注意以下几点:
6 `' Q0 h) ?2 M6 d Y
(1)刀具基本参数(模数、齿形角、齿顶高系数等)应与被加工齿轮相同。
7 F! Q- ]1 _% R1 g
(2)刀具精度等级应与被加工齿轮要求的精度等级相当。
; j" J( t, l z% O; W (3)刀具旋向应尽可能与被加工齿轮的旋向相同。滚切直齿轮时,一般用左旋齿刀。
+ r2 a3 d, B/ t& w 7自动线与数控机床刀具
6 E+ k& W6 q9 O; G( `
这类刀具的切削部分总的来说与一般刀具没有多大区别不同情况,只是为了适应数控机床和自动线加工的特点,对它们提出了更高的要求。
, d% A O! ^: U9 Z8 I+ W
数控刀具已形成三大系统:车削刀具系统,钻削刀具系统和镗铣刀具系统。
6 N$ w3 c) }2 o4 H2 k" n) @ 三、常用规格刀具种类和应用
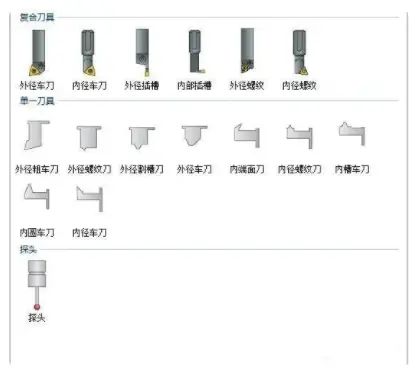
8 Y; {2 z" k/ d 1、车刀一般使用车刀尖型式有下列几种
0 G* |- D6 n$ E f' w; x/ j- y, S
1:
8 o+ J: e$ {( r" x: q$ D8 O (1)粗车刀:主要是用来切削大量且多余部份使工作物直径接近需要的尺寸。粗车时表面光度不重要,因此车刀尖可研磨成尖锐的刀峰,但是刀峰通常要有微小的圆度以避免断裂。
) Z# E+ r! m4 I
(2)精车刀:此刀刃车出来的工件非常圆滑的表面光度,一般来说精车刀之圆鼻比粗车刀大。
_- K& ]; T, c( P% Z. ?
(3)圆鼻车刀:可适用许多不同型式的工作是属于常用车刀,磨平顶面时可左右车削也可用来车削黄铜。此车刀也可在肩角上形成圆弧面,也可当精车刀来使用。
8 ?+ d8 L5 g7 C2 r9 a (4)切断车刀:只用端部切削工作物,此车刀可用来切断材料及车度沟槽。
" ~' X, |0 [3 w5 L8 A9 g3 v7 Z (5)螺丝车刀(牙刀):用于车削螺杆或螺帽,依螺纹的形式分60度,或55度V型牙刀,29度梯形牙刀、方形牙刀。
/ y0 A: ]2 B. ~5 J: `$ } ? (6)搪孔车刀:用以车削钻过或铸出的孔。达至光制尺寸或真直孔面为目的。
% Y+ M+ F0 h. k7 X8 a( v
(7)侧面车刀或侧车刀:用来车削工作物端面,右侧车刀通常用在精车轴的未端,左侧车则用来精车肩部的左侧面。
3 X! Q+ U/ A+ ~4 K
2:因工件之加工方式不同而采用不同的刀刃外形,一般可区分为:
* J+ z3 T. _' \$ e
(1)右手车刀:由右向左,车削工件外径。
. W( s4 {& r( \% y/ J- v( Y (2)左手车刀:由左向右,车削工件外径。
4 D6 N, S) }/ V4 j5 _5 M6 S (3)圆鼻车刀:刀刃为圆弧形,可以左右方向车削,适合圆角或曲面之车削。
9 [6 j( V6 F$ L/ a4 h5 |3 B, V (4)右侧车刀:车削右侧端面。
8 f$ B6 k; ?" [) ]5 z& u6 x% L
(5)左侧车刀:车削左侧端面。
+ S$ z# z8 [# V; C2 V$ K, R
(6)切断刀:用于切断或切槽。
0 O* Q' M7 o% s7 `' w8 ~8 B x
(7)内孔车刀:用于车削内孔。
" B6 w1 s+ d3 |7 r+ a, v# j (8)外螺纹车刀:用于车削外螺纹。
* s$ }+ L% T+ [# a) V: N1 t/ X% W6 X (9)内螺纹车刀:用于车削内螺纹。
4 c2 O3 ^+ [7 c2 V; n5 g- Q
3:孔加工刀具
" V* `' m" D( u0 C
一类是从实体材料上加工出孔的刀具;
3 p$ I6 S1 @* k* {4 V/ @* M6 y 另一类是对工件上已有孔进行再加工的刀具.
0 d/ k: Z7 _7 j* D' q6 u 常用的钻头主要有麻花钻、扁钻、中心钻、深孔钻和套料钻。扩孔钻和锪钻虽不能在实体材料上钻孔,但习惯上也将它们归入钻头一类。
0 @" H1 @7 X/ g6 I
钻头是用来在实体材料上钻削出通孔或盲孔,并能对已有的孔扩孔的刀具
, Z+ A# ~. m& {; q; p0 Q
铰刀按使用情况来看有手用铰刀和机用铰刀,机用铰刀又可分为直柄铰刀和锥柄铰刀。手用的则是直柄型的。
9 }1 W! o8 J0 @) s+ v% I 按不同的用途铰刀可分许多种,因此关于铰刀的标准也比较多
9 {2 x" C" F v+ q* | 铰刀用于铰削工件上已钻削(或扩孔)加工后的孔,主要是为了提高孔的加工精度,降低其表面的粗糙度,是用于孔的精加工和半精加工的刀具,加工余量一般很小,经过绞刀加工后的
% A6 U$ ] p& L9 o

Q+ o1 q6 f/ E3 ], I3 t: i+ o
4、铣刀
, f$ F- s X( t" J5 L; a
铣刀种类及其用途:
3 _+ }$ n, ]: g, [/ Z7 q7 W
大体上分为:
- k8 ^9 e! {7 G3 R% O: N
1.平头铣刀,进行粗铣,去除大量毛坯,小面积水平平面或者轮廓精铣;
8 z9 C/ C5 m, P7 F7 B: P, j" _ 2.球头铣刀,进行曲面半精铣和精铣;小刀可以精铣陡峭面/直壁的小倒角
1 t+ I; s# p2 a/ S7 s; H 3.平头铣刀带倒角,可做粗铣去除大量毛坯,还可精铣细平正面(相对于陡峭面)小倒角。
. F7 }# D1 B: Q P1 |- V
4.成型铣刀,包括倒角刀,T形铣刀或叫鼓型刀,齿形刀,内R刀。
$ V3 ]: R, ]; v' G/ K( ]
5.倒角刀,倒角刀外形与倒角形状相同,分为铣圆倒角和斜倒角的铣刀。
. f9 O, S8 ~$ y X+ ?$ q 6.T型刀,可铣T型槽;
; b+ ?0 W8 N1 r( n4 f3 W! L/ H 7.齿形刀,铣出各种齿形,比如齿轮。
$ ?0 V& s8 d q. B) S
8.粗皮刀,针对铝铜合金切削设计之粗铣刀,可快速加工
0 T8 [' `5 n% b+ ]4 t4 u% W4 z( S$ | 9.拉刀
5 Q! W: b8 [1 N0 i 内拉刀用于加工各种廓形的内孔表面,其拉刀名称一般都有被加工孔的形状来确定,如圆孔拉刀、四、六方拉刀、键槽拉刀、花键拉刀等。
: B; i+ E8 g) j' q# S3 O 内拉刀还可以加工螺旋内花键,内齿轮。内拉刀可加工的孔径通常为10-120mm,在特殊情况下可加工到5-400mm,拉削的槽宽一般为3-100mm,孔的长度一般不超过直径的3倍,特殊情况下可达到2m。
1 x: z8 K1 x) V8 t 外拉刀用于加工各种烤房的外表面,如平面、成型表面、槽纹、汽轮机中的复杂榫槽和榫头以代替这些零件的铣、刨、磨等加工,特别适合用与汽车、摩托车、拖拉机等大批量生产中的某些零件表面。
7 ~8 q) i: z% C$ j" k! x- P/ w# F9 J
拉刀按机构分可分为整体式和组合式(装配式)两大类,中心规格的内拉刀都做成整体式,大规格的内拉刀和大部分外拉刀多做成组合式。
6 K0 C4 f* D1 K2 R1 d! ~! n
根据拉刀刀齿材料又分为:高速钢拉刀和硬质合金拉刀。
2 U7 c) t; e7 s! O3 C& ~* v- ^ 5、螺纹刀具
0 v7 L( H0 J) S 螺纹刀具是用来加工零件表面螺纹的,它有多种形式。
4 `# H3 c# q5 x0 @ }$ D* z
按照螺纹的种类、精度和生产批量的不同,可以采用不同的方法和螺纹刀具来加工螺纹。
1 h' |1 x5 E+ `. `8 c9 c' | 按加工方法不同,螺纹刀具可分为切削法和滚压加工法两大类。
4 r+ o$ H0 h5 ? 切削加工螺纹刀具 :螺纹车刀,丝锥,板牙,螺纹铣刀,有自动开合的螺纹切头。
: s" C/ B+ d1 o2 D 滚压加工螺纹刀具:滚丝轮和搓丝板。
# f! r- R* L2 M9 Z p
6、齿轮刀具
8 Z8 G& ]1 P% m* \$ | 齿轮刀具是指加工齿轮齿形的刀具。
% l% I' Q I5 f0 W( r: q1 I! l1 [( D
按被加工齿轮类形分
, T. p$ ^! [! \/ l) \) G
渐开线齿轮刀具:
# ^5 q: V0 m: a3 p5 ]$ N2 i- R4 ^9 e
(1) 加工圆柱齿轮刀具:如齿轮铣刀、拉刀、滚刀、插齿刀、剃齿刀等;
b$ l. w" D# d% t& ^. X+ R# a
(2) 加工蜗轮刀具:如蜗轮滚刀、飞刀、蜗轮剃刀等;
. D& d! }2 ~8 d
(3) 加工锥齿轮刀具:如齿轮刨刀、锥齿轮铣刀盘等;
. H. x) }/ y8 @
非渐开线齿形刀具:
3 m8 c% p+ |( C' U1 d w) w; U+ v
如摆线齿轮刀具、花键滚刀、链轮滚刀等。
9 }/ z" @7 A, D4 Z5 S
7、自动线与数控机床刀具
}& l3 F6 A* V- Z$ S. s* n" B 数控刀具已形成三大系统:车削刀具系统,钻削刀具系统和镗铣刀具系统。
* |) ~# t- p& z. T; T) G8 c 车削刀具:分外圆、内孔、外螺纹、内螺纹,切槽、切端面、切端面环槽、切断等。
; E2 m- D" l5 N- d+ a 钻削刀具:分小孔、短孔、深孔、攻螺纹、铰孔等。
* A3 M T8 ^$ A, P% `" q 镗削刀具:分粗镗、精镗等刀具,
) z- R$ Y4 O4 t" T
铣削刀具:分面铣、立铣、三面刃铣等刀具。
|4 O) ]7 |2 G, Y2 n, v